Liquid silicone rubber mold is slightly different from other plastic mold and compression mould. It requires a better thermal balance and mold temperature control.
Engineers in melon have years of experience in mold design and making. Based on parts sample or design diagram, our engineers can manufacture suitable mold to fit into customers’ existing production equipment. we have been making molds for a variety of applications like baby teat, pacifiers, goggles, kitchen utensils, bellows, waterproof seal, and medical infusion tube.
What are the key points in the design of liquid silicone rubber molds?
Liquid silicone (LSR) rubber molds are generally similar in structure to thermoplastic molds, but there are also significant differences. details as follows:
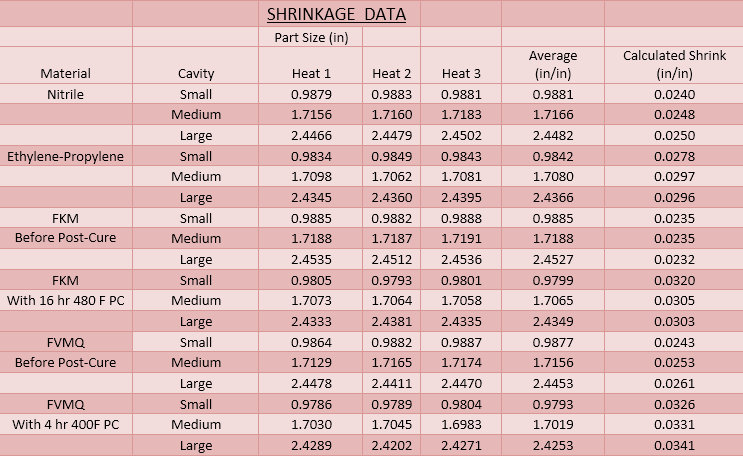
1 Shrinkage: LSR does not shrink in the mold, but they often shrink by 2.5%-3% after demolding and cooling. As for the amount of shrinkage, it depends to some extent on the formulation of the compound. However, from a mold perspective, shrinkage may be affected by several factors, including the temperature of the mold, the temperature at which the compound is demolded, and the pressure within the mold cavity and the subsequent compression of the compound. The location of the injection point is also worth considering because the shrinkage of the flow direction of the compound is generally greater than the shrinkage of the vertical flow direction of the compound. The outer dimensions of the product also have an effect on the shrinkage rate, and the shrinkage of the thicker product is generally smaller. If secondary vulcanization is required, it may shrink by an additional 0.5% to 0.7%.
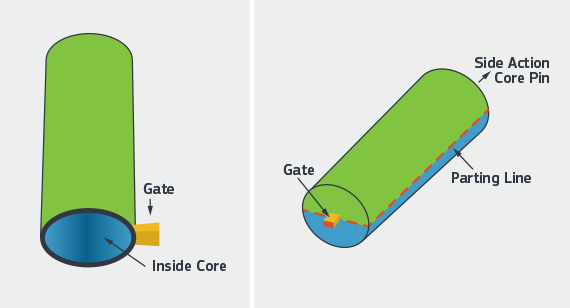
2 Parting line: Determining the position of the parting line is one of the first few steps in designing a silicone rubber injection mold. Exhaust is mainly achieved by grooves located on the parting line, such grooves must pass through the area where the injection molding material finally arrives. This helps to avoid internal bubble generation and reduce the strength loss at the bond.
Due to the low viscosity of the LSR, the parting line must be precise to avoid spillage. Even so, the parting line is often seen on the shaped product. Demolding is affected by the geometry of the article and the location of the parting surface. Designing the article to be slightly chamfered helps to ensure that the article has a consistent affinity for the other half of the cavity required.
3 Exhaust: This is especially important: as the LSR is injected, the air trapped in the cavity is compressed as the mold closes and then discharged through the venting groove as the mold is filled. If the air is not completely discharged, it will stay in the rubber (this will often cause the product to partially expose the white edge). The venting groove generally has a width of from 1 mm to 3 mm and a depth of from 0.004 mm to 0.005 mm. Vacuuming inside the mold creates the best venting effect. This is achieved by designing a gasket on the parting line and quickly vacuuming all the cavities with a vacuum pump. Once the vacuum reaches the rated level, the mold is completely closed and pressure is applied. Some injection molding equipment allows operation under variable closing forces, which allows the processor to close the mold at low pressure until 90%-95% of the mold cavity is filled with LSR (making air easier to discharge) and then switching to higher The closing force prevents the silicone rubber from expanding and overflowing.
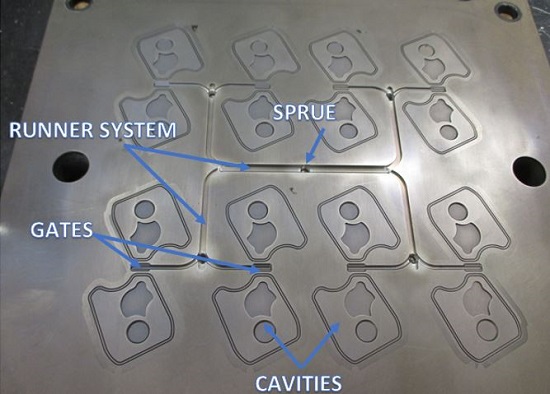
4 Injection point: The cold runner system is used when molding the LSR. Maximize the benefits of this compound and maximize productivity. By processing the article in such a way, it is not necessary to remove the glue injection path, thereby avoiding an increase in the labor intensity of the work, and sometimes avoiding a large waste of material. In many cases, the no-glue structure also reduces operating time. The rubber injection nozzle is controlled by a needle valve for forward flow. At present, many manufacturers can provide the injection nozzle with the air control switch as a standard equipment, and can be placed in various parts of the mold. Some moldmakers have developed an open cold runner system that is so small that it has multiple injection points (and thus the entire mold cavity) in a very limited mold space.
If a cold runner system is employed, it is important to create an effective temperature separation between the hot and cold runners. If the flow path is too hot, the compound may begin to vulcanize before injection. However, if it is cooled too quickly, it will absorb too much heat from the gate area of the mold, resulting in incomplete vulcanization.
For use with conventional gate runners (such as submersible runners and tapered runners)
For injection products, it is suitable to use small diameter injection port feeding (supply port diameter is usually
Pouring from 0.2mm to 0.5mm). Low viscosity LSR
As with thermoplastics, the balancing runner system is very important. Only then will all the cavities be filled evenly. The simulation software for designing the runner system can greatly simplify the development process of the mold and prove its effectiveness through the filling test.
5. Demolding: The liquid silicone rubber that is vulcanized easily adheres to the surface of the metal, and the flexibility of the product makes it difficult to demold. LSR
The high temperature tear strength allows it to be released under normal conditions, even larger products will not be damaged.
The most common demolding techniques include stripping off the mold,
Demoulding pin demoulding and pneumatic demoulding. Other common techniques are roller scraping, stripping and demoping
mold.
When using a demolding system, it must be kept within a high precision range. If the gap between the push pin and the guide pin sleeve is too large, or the gap becomes large due to long-term wear, the glue may overflow.
The inverted cone or mushroom-shaped push pin works well because it allows for a larger contact pressure and facilitates improved sealing.

Recent Post
- Different Electrical Fire Retardant HCR Silicone Rubber and Liquid Silicone Rubber
- What Types of Rubber Are Used in Injection Molding? A Comprehensive Overview
- Top Quality Liquid Silicone Molding Outcomes At The Competitive Price
- Rubber-to-Metal Bonded Parts: The Perfect Combination for Durability and Flexibility
- Self-lubricating liquid silicone, Wear-resistant liquid silicone, Conductive liquid silicone, High tear resistance medical silicone, and their Applications
- Rubber Silicone O-Ring Benefits